categorie
Italiano
|
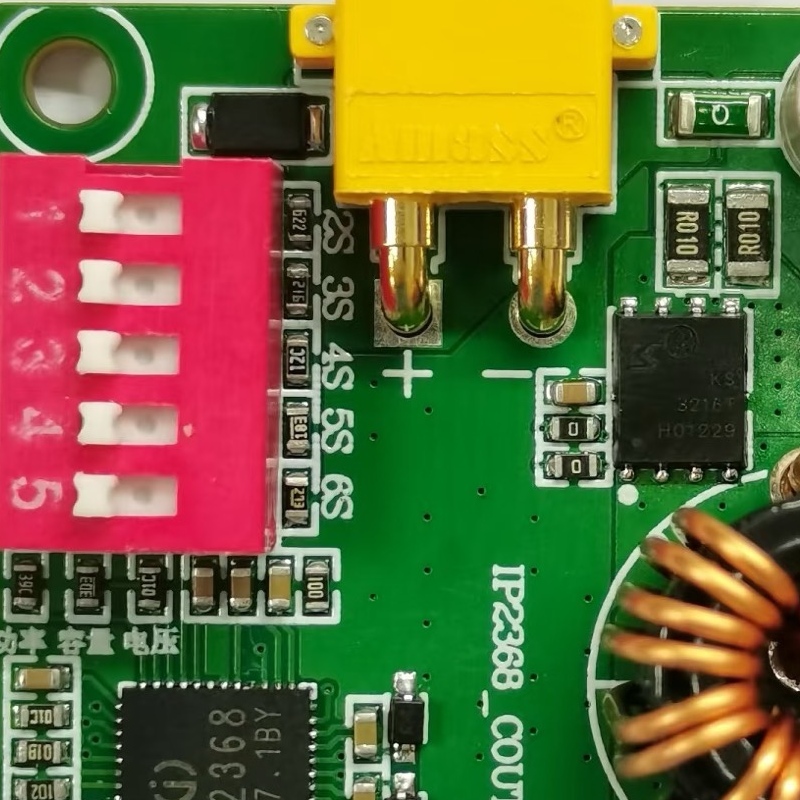
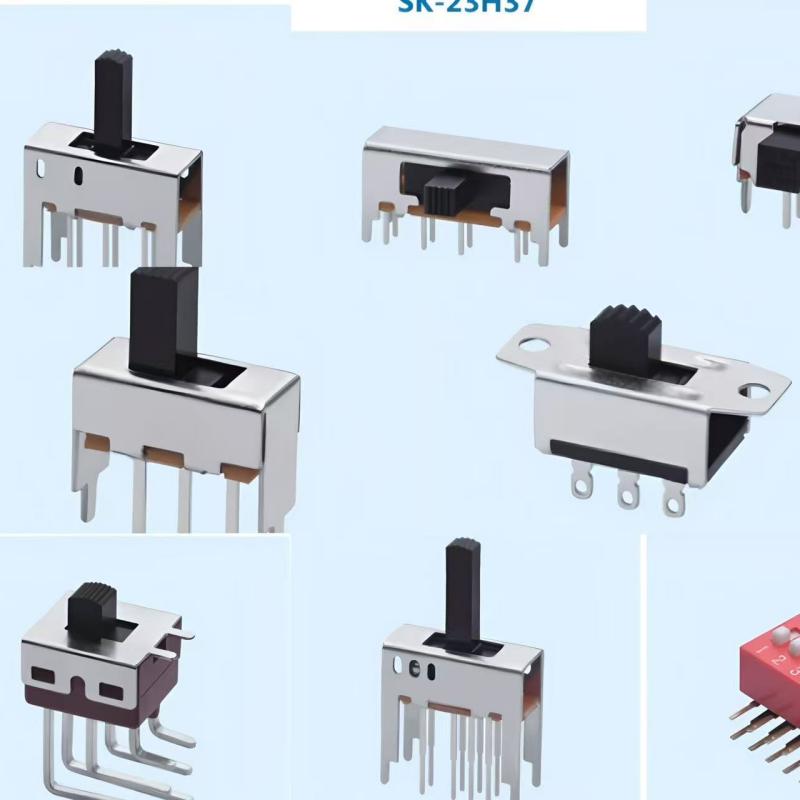
Nell'assemblaggio enella riparazione di prodotti elettronici, la saldatura è un processo critico che garantisce connessioni affidabili dei circuiti. Per i componenti di uso comune come gli interruttori a levetta elettronici, diversi metodi di saldatura possono incidere direttamente sulle prestazioni, sulla durata e sulla stabilità complessiva del dispositivo. Questo articolo approfondisce gli effetti di tre tecniche di saldatura comuni-saldatura manuale, saldatura a rifusione e saldatura ad onda-sugli interruttori a levetta elettronici, insieme a consigli pratici per la selezione.
1. Saldatura manuale
La saldatura manuale è il metodo più tradizionale e flessibile, particolarmente adatto alle piccole dimensioni-produzione in lotti, riparazioni o prototipazione.
Vantaggi:
· Elevata flessibilità: consente un funzionamento preciso per interruttori con specifiche e layout dei pin diversi.
· Shock termico controllabile: operatori esperti possono gestire il tempo di contatto del ferro per ridurre al minimo il danno termico alla struttura interna dell'interruttore.
· Forte applicabilità: ideale per interruttori speciali difficili da saldare con apparecchiature automatizzate (ad esempio microinterruttori a levetta, interruttori impermeabili con custodia).
Potenziali rischi:
· Danni termici: un funzionamento prolungato o una temperatura eccessiva possono sciogliere le parti in plastica o causare la ricottura dei contatti metallici interni, compromettendo la sensazione tattile e la durata.
· Giunti di saldatura a freddo: una temperatura insufficiente o una saldaturanon uniforme possono portare a connessioni inaffidabili, aumento della resistenza di contatto o conduzione intermittente.
· Rischio di elettricità statica: una manipolazione impropria può introdurre elettricità statica, danneggiando i contatti interni sensibili.
Raccomandazioni:
· Utilizzare una temperatura-saldatore controllato, idealmente impostato tra 280–320°C.
· Adottare a "saldatura a punti" approccio, limitando il tempo di saldatura per pin anon più di 3 secondi.
· Preferire fili di saldatura contenenti argento o rame per migliorare la conduttività e la resistenza meccanica.
2. Saldatura a rifusione
La saldatura a riflusso è il metodo tradizionale in superficie-tecnologia di montaggio, dovee la pasta saldante viene fusa tramite aria calda o riscaldamento a infrarossi per formare connessioni.
Vantaggi:
· Elevata consistenza: adatto alla produzione di massa, garantisce un riscaldamento uniforme di tutti i pin dell'interruttore e una qualità stabile dei giunti di saldatura.
· Giunti di saldatura robusti: la pasta saldante forma composti intermetallici affidabili durante la fusione, garantendo connessioni robuste.
· Elevata automazione: integrabile con pick-e-posizionare macchine per la produzione completamente automatizzata.
Potenziali rischi:
· Accumulo di stress termico: esposizione prolungata ad alta-zone di temperatura (tipicamente 220–240°C) potrebbe accelerare l'invecchiamento della plastica o provocare la deformazione dell'alloggiamento.
· Ponte di saldatura: un'eccessiva pasta saldante o una spaziatura stretta tra i pin possono causare cortocircuiti tra i pin adiacenti.
· Requisito di resistenza alle alte temperature: gli interruttori devono essere di alta qualità-temperatura-materiali resistenti (ad esempio, plastica LCP, alta-nylon termico).
Raccomandazioni:
· Selezionare interruttori a levetta con una resistenza al calorenominale di ≥260°C.
· Ottimizzare il profilo della temperatura di saldatura a rifusione per evitare temperature di picco eccessive o temperature elevate prolungate-esposizione alla temperatura.
· Per i microinterruttori con una disposizione dei pin densa, prendere in considerazione l'utilizzo di maschere o maschere per la stampa di pasta saldante per limitare la diffusione della pasta.
3. Saldatura ad onda
La saldatura ad onda viene utilizzata principalmente per la saldatura passante-componenti del foro, dovee i perni passano attraverso un'onda di saldatura fusa per formare connessioni.
Vantaggi:
· Alta efficienza: Ideale per grandi-saldatura a volume passante-interruttori del foro.
· Eccellente capacità di riempimento: la saldatura si riempie completamente-fori, fornendo un ancoraggio meccanico affidabile.
· Costo-Efficace: attrezzature e processi maturi lo rendono adatto alla presa tradizionale-nella produzione di interruttori.
Potenziali rischi:
· Forte shock termico: contatto istantaneo con l'alta-onde di saldatura a temperatura (tipicamente 250–260°C) potrebbe causare crepenella plastica o deformazioni strutturali interne.
· Intasamento della saldatura: un flusso di saldatura inadeguato o fori dei perni progettati in modo improprio possono portare all'ostruzione della saldaturanelle parti in movimento.
· Contaminazione da residui di flusso: il flusso può penetrare all'interno dell'interruttore, influenzandolo a lungo-termine affidabilità del contatto o causare corrosione elettrochimica.
Raccomandazioni:
· Dare priorità agli interruttori con il riscaldamento-progetti strutturali resistenti (ad esempio,nervature rinforzate, alte-plastica termica).
· Controllare rigorosamente il tempo di contatto della saldatura ad onda (consigliato 2–4 secondi).
· Implementare un post-processo di pulizia della saldatura per rimuovere il flusso residuo.

Titolo di lavoro: sales manager
Dipartimento: sales department
Telefono aziendale: +86 0769-86341524
E-mail: Contattaci
Cellulare: +86 17774772320
Sito web: dgxztechco.itvipb2b.com
Indirizzo: No. 250, shiheng avenue, shipai town, dongguan City

































 Login utente
Login utente